Ваш город Петрозаводск?
- Результат поиска
- Города
- Москва
- Санкт-Петербург
- Екатеринбург
- Новосибирск
- Ростов-на-Дону
- Сосновоборск
- Казань
- � Амурская область
- Архангельская область
- Астраханская область
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Еврейская автономная область
- Забайкальский край
- Ивановская область
- Иркутская область
- Кабардино-Балкарская республика
- Калининградская область
- Калужская область
- Камчатский край
- Карачаево-Черкесская Республика
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Магаданская область
- Московская область
- Мурманская область
- Ненецкий автономный округ
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Алтай
- Республика Башкортостан
- Республика Бурятия
- Республика Дагестан
- Республика Ингушетия
- Республика Калмыкия
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Саха (Якутия)
- Республика Северная Осетия-Алания
- Республика Татарстан
- Республика Тыва
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Сахалинская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Хабаровский край
- Ханты-Мансийский автономный округ
- Челябинская область
- Чеченская Республика
- Чувашская Республика
- Чукотский автономный округ
- Ямало-Ненецкий автономный округ
- Ярославская область
- Зеленогорск
- Зеленоград
- Колпино
- Красное Село
- Кронштадт
- Ломоносов
- Московский
- Петергоф
- Пушкин
- Сестрорецк
- Троицк
- Щербинка

Оборудование для ПЭТ преформ
- Что такое преформы и зачем они нужны?
- Технология изготовления преформ
- Классификация преформ
- Оборудование для изготовления пэт преформ
- Ценовой диапазон оборудования для изготовления преформ
Что такое преформы и зачем они нужны?
ПЭТ преформа – это заготовка для производства бутылок или других ёмкостей из полиэтилентерефталата путём выдувного формования. Во время изготовления используются инжекционно-литьевые машины или термопластавтоматы, а также устройства для подготовки сырья.
Перед изготовлением важно определить для какого типа жидкости будет использоваться ёмкость. От этого будет зависеть толщина стенок, например, для сильногазированных напитков – не менее 0.36-0.38 мм, для слабогазированных – 0.25 мм.
Компания «EUROPLAST» предлагает высококачественное и мощное оборудование для изготовления бутылок, банок и прочих емкостей для тех, кто связан с такими промышленными производствами, как пищевая, фармацевтическая, медицинская, химическая и парфюмерная.
В нашей статье разберемся подробнее, какие же бывают классификации, а также какое оборудование необходимо для изготовления преформ для пэт бутылок.
Технология изготовления преформ
Пресс форма для преформ пэт создаётся литьём под действием давления. В этот процесс входят следующие этапы:
- Сформировать заготовки;
- Выдуть форму по эскизу или чертежу;
- Создать преформу;
- Охладить;
- Удалить возможные дефекты, полученные во время обработки;
- Выгрузить готовые ёмкости.
Не забывайте следить, чтобы во время подготовки сырья как можно большее количество воды удалилось. Иначе это может привести к ухудшению качества итогового изделия. Сухой материал расправляется в однородную массу, а затем заливается в форму и создаются заготовки.
Во время изготовления преформ важно учитывать следующие параметры:
- длина – от этого зависит объем;
- цвет – прозрачный, синий, белый и другие оттенки;
- горловина – в соответствии с промышленными стандартами;
- вес – в зависимости от ёмкости.
Ключевым отличием создания ПЭТ-преформ от других деталей является обязательная стадия выдува. Даже при небольших неточностях целая партия в итоге выйдет с браком. Именно поэтому отлив под действием давления имеет ряд ограничений и обязательных требований.
Основную сложность представляет полиэтилентерефталат, который достаточно хорошо абсорбирует влагу, а значит требует большого количества времени для качественной сушки – 6 часов при температуре +180 градусов. Плохо высушенный материал приведет к появлению пузырьков, а затем к трещинам на готовой бутылке.
Ещё одну сложность представляет способность ПЭТ под давлением быстро кристаллизоваться и затвердевать. Этого нельзя допускать во время литья, поэтому важно осуществлять переработку быстро и следить за пропускной способностью.
Классификация преформ
Преформы можно поделить по нескольким отличительным характеристикам:
Сфера потребления
- молочные и кисломолочные продукты;
- растительные масла;
- соки, чай, кофе;
- слабоалкогольные напитки;
- газированные и слабогазированные жидкости;
- минеральные воды.
Ёмкость бутылки
Объём продукции напрямую зависит от веса, поэтому мы привели стандартные соотношения показателей в таблице:
Вес, граммы
Ёмкость тары, литры
20
0.33
23
0.5
39
1
42-44
1.5
48
2
87
3.5
710-770
19
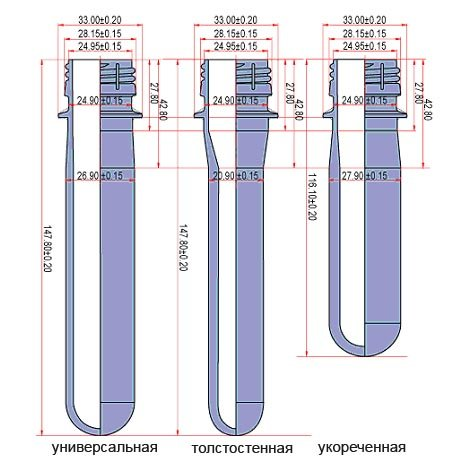
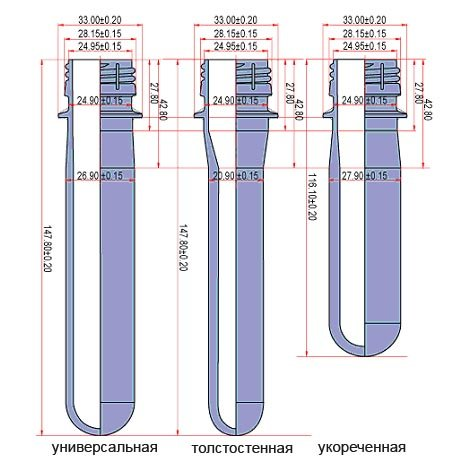
Конфигурация
- универсальные – самый распространённый вариант с ровной поверхностью и цилиндрическим телом без расширений; при изготовлении необходима высокая температура и увеличенные обороты экструдера на 10-15%.
- толстостенные – для качественного результаты необходимо долгое нахождение в области разогрева (больше 20 минут), что заставляет материал перегреваться и терять прозрачность;
- укороченные – самые удобные при производстве и транспортировки (в ящик их может поместиться на 40% больше, чем универсальных моделей); создаются только при использовании полуавтоматов выдува высокого качества.
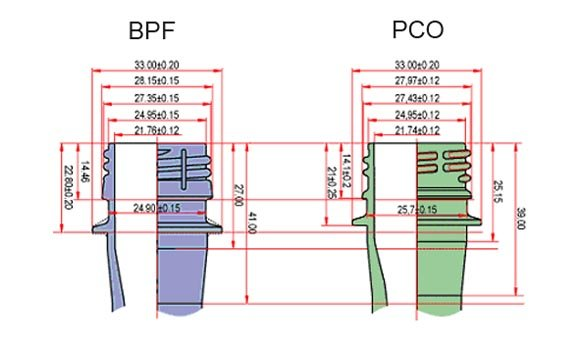
Тип горлышка
- BPF/PCO – вода, газированные напитки, пиво;
- Oil – растительные масла;
- Bericap – вода и любые другие жидкости;
- «38» – молоко, соки.
На российском рынке используются только две горловины – BPF (British Plastics Federation) и PCO (Plastic Closures Only).
В зависимости от каждого типа преформа получится индивидуальной, подходящей под определённые цели. Вопрос выбора преформы для изготовления бутылок и других тар для каждого производителя индивидуален и требует учета условий работы и технических возможностей оборудования.
Оборудование для изготовления пэт преформ
Обязательный набор при производстве включает в себя следующие устройства:
- система для подготовки и сушки сырья;
- дозатор красителей;
- термопластавтомат;
- пресс-форма;
- система для охлаждения;
- устройства кондиционирования;
- транспортер, чтобы перемещать готовые изделия;
- измельчители отходов.
В ассортимент «EUROPLAST» также входит серия термопластавтоматов для пэт преформ, которые обладают измененной конфигурацией витков шнека и увеличенным отношением L/D для изготовления ёмкостей большой массы, в отличие от ТПА продукции. Параллельные движения позволяют набирать дозу вместе с открытием станка. Дополнительно установлена трехпозиционная станция охлаждения с роботом и комбинированный узел впрыска с копильником.
Как формируются цены на оборудование для пэт преформ
Итоговая стоимость зависит от веса, горловины, ёмкости и даже производителя, но чаще всего это диапазон от 2 до 16 рублей за штуку. Некоторые компании покупают бракованные партии, чтобы перерабатывать под личные изделия и снижать издержки на упаковку.











Заполните простую форму для получения прайс-листа нашей продукции или оставьте запрос на расчёт наших услуг. Мы свяжемся с Вами в ближайшее время