Ваш город Петрозаводск?
- Результат поиска
- Города
- Москва
- Санкт-Петербург
- Екатеринбург
- Новосибирск
- Ростов-на-Дону
- Сосновоборск
- Казань
- � Амурская область
- Архангельская область
- Астраханская область
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Еврейская автономная область
- Забайкальский край
- Ивановская область
- Иркутская область
- Кабардино-Балкарская республика
- Калининградская область
- Калужская область
- Камчатский край
- Карачаево-Черкесская Республика
- Кемеровская область
- Кировская область
- Костромская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Магаданская область
- Московская область
- Мурманская область
- Ненецкий автономный округ
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Приморский край
- Псковская область
- Республика Адыгея
- Республика Алтай
- Республика Башкортостан
- Республика Бурятия
- Республика Дагестан
- Республика Ингушетия
- Республика Калмыкия
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Саха (Якутия)
- Республика Северная Осетия-Алания
- Республика Татарстан
- Республика Тыва
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Сахалинская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Хабаровский край
- Ханты-Мансийский автономный округ
- Челябинская область
- Чеченская Республика
- Чувашская Республика
- Чукотский автономный округ
- Ямало-Ненецкий автономный округ
- Ярославская область
- Зеленогорск
- Зеленоград
- Колпино
- Красное Село
- Кронштадт
- Ломоносов
- Московский
- Петергоф
- Пушкин
- Сестрорецк
- Троицк
- Щербинка

Технология производства преформ и контроль качества продукции

- Основные характеристики изготовления преформы
- Концентрация вредных веществ
- Кристаллизующийся полимер
- Параметры литья
- Компания «Европласт»
Основные характеристики изготовления преформы
Преформы представляют собой заготовки для получения банок из полимеров путём выдува под высоким давлением. Чаще всего они изготавливаются прозрачными, но их можно окрасить в любые цвета. Переработки происходят под температурой около 280-300°С, при которой возможна термодеструкция пластика, то есть преформа потеряет свои важные механические свойства. Емкость из деструктированного ПЭТ преимущественно обладает желтый цвет и низкие показатели прочности. Чаще всего это влияет на транспортировку, так как в случае тряски у таких бутылок ломается дно. Также, способность к деструктированному старению подталкивает воздействие кислорода и ультрафиолета, что снижает сроки хранения в десять раз.
Во время термодеструкции выделяют токсичные вещества, способные попасть в содержимое, а также отравить рабочих и рядом живущих людей.
Концентрация вредных веществ
В таблице показаны допустимые значения концентрации токсичных веществ во время переработки термопластика:
| Вредное вещество по ГОСТ 12.3.030 | Миграция в модельные среды в готовых изделиях, мг/л | В воздухе рабочей зоны, мг/м3 | Наличие в атмосферном воздухе прилегающих населенных пунктах (максимально разовая), мг/м3 | В атмосферном воздухе прилегающих населенных пунктов (среднесуточная), мг/м3 |
| Ацетальдегид | 0.2 | 5 | 0.01 | 0.01 |
| Диметилтерефталат | 0.5 | 0.1 | 0.05 | 0.1 |
| Кислота терефталевая | - | 0.1 | 0.01 | 0.001 |
| Кислота уксусная | - | 5 | 0.2 | 0.06 |
| Углерода оксид | - | 20 | 5 | 3 |
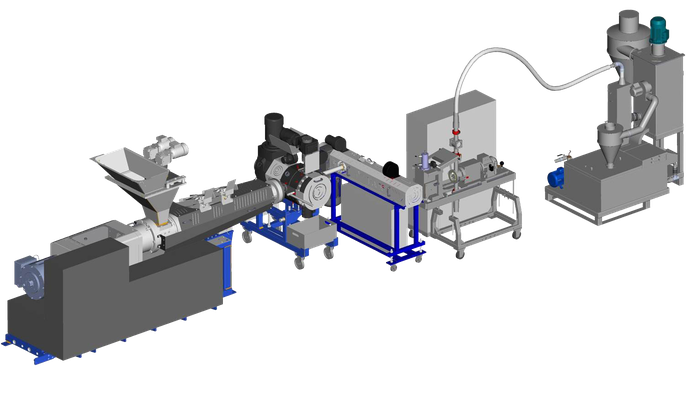
Сырье засасывает вакуумное оборудование с устройством для дозирования. Таким способом гранулы ПЭТ порциями попадают в бункер, что позволяет ему всегда находится заполненным. Между порциями должно проходить время не меньше 4 часов. Через выходную часть поступает нагретый воздух, что позволяет высасывать влагу из сырья.
Адсорбер-барабан располагается на плите так, чтобы во время работы забирать влагу в зоне №1 и переходить к зоне №2. Он изготавливается из пористого материала с возможностью одновременно пропускать воздух и забирать лишнюю влагу в себя. Вращение барабана осуществляется со скоростью 1 об/10 мин. Адсорбер нагревается потоком горячего воздуха до +160 - +180°С. Жидкость переходит в парообразное состояние и выходит наружу. После нагревания адсорбер-барабан поступает в зону №3, где охлаждается потоком холодного воздуха от +1 до +10°С. Датчики рабочего контура измеряют степень сухости воздуха - точку росы.
Кристаллизующийся полимер
Во время изготовления преформы, её необходимо быстро охлаждать, чтобы ПЭТ не перешёл в кристаллизованное состояние и стал твердым, иными слова приобрет стеклообразное состояние с сохранением аморфной и некристаллической структуры. С увеличением температурных показателей вязкость падает так, что полимер может потерять свою форму за небольшое количество времени. В этом заключается способ создания ёмкостей из преформ — заготовка разогреваться до 100 градусов, чтобы за доли секунд можно было выдуть тару.
В расплавленном состоянии показатели вязкости очень низкие, а подвижности — высокие, что позволяет полимеру перейти частями в термодинамическое состояние. Температура плавления кристаллов 250°С, поэтому во время создания банок и других ёмкостей кристаллические части могут деформироваться и соответственно бутылка не будет сформирована. Оборудование должно включать холодильник с высокими показателям мощности для интенсивного охлаждения пресс-формы, а после получения максимально возможной величины кристалличности в продукте. Для этого были разработаны международные стандарты, которые регламентируют допустимые показатели. Диаметр пятна кристалличности в районе литника не может превышать 6 мм.
Любой дефект, который находится в преформе (от пятна и царапины до проблем со стыковкой формообразующих частей), соотносится с ёмкостью в десятикратном масштабе. Поэтому необходимо строго соблюдать требования качества поверхности и микродефектов. При литье появляется облой, который ломается во время укладки преформы, а также под действием электростатических сил может прилипнуть к поверхности, что приведет к подплавлению при выдуве тар и изменению будущей ёмкости. Именно из-за этого величина облоя должна быть максимальной, достичь которую поможет изготовление пресс-формы с высокой точностью и качественной поверхностью.
Параметры литья
- впрыск: давление — 1200-1400 бар (на манометре термопластавтомата может быть 100-140 бар); скорость — поверхность прессованных моделей получается качественнее в случае низких показателей скорости;
- выдержка или подпрессовка: давление — качественная поверхность получится при высоком показателе; использовать 50-70% давления литья; время — рекомендуется от 20% от времени охлаждения;
- остаточная подушка — в зависимости от объема дозирования, но чаще всего 3-5 мм; чем выше объем, тем больше подушка;
- время охлаждения определяется толщиной и температурой стенок и расплава материала; оно должно быть настолько долгим, чтобы литое изделие могло остыть для извлечения;
- оборота шнека необходимо подбирать так, чтобы процесс превращения пластических масс в расплав закончился намного раньше начала процесса охлаждения;
- противодавление — 30-100 бар (в манометре термопластавтомата 3-10 бар);
- температура выше 290°С способна привести к разложению полимера.
Компания «Европласт»
Практически каждая ёмкость в стране произведена в нашем объединенном предприятии «Европласт». Заводы находятся в Московской области, Санкт-Петербурге, Красноярске, Екатеринбурге, Ростове, Казани и Приморском крае.
Мы используем только восстановленный гранулят во время собственного производства, придерживаемся принципов циркулярной экономии и предлагаем только ту продукцию, которая отвечает всем необходимым проверкам безопасности.
Наши менеджеры ответят на все Ваши вопросы. Связаться с нами Вы можете по указанному на сайте телефону горячей линии или по почте.











Заполните простую форму для получения прайс-листа нашей продукции или оставьте запрос на расчёт наших услуг. Мы свяжемся с Вами в ближайшее время